Cooperation with designers

How it works

How it works


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Prototyping
The serial production of furniture requires a well thought-out design, carefully prepared drawings and a team of enthusiastic specialists. For this very reason, each of Krošlák’s new upholstery products begins its journey in the prototyping department. This is where the mock-up is created, based on the client’s proposal and preferences.
The initial input can be varied, stemming from a sketch or other visual inspiration with a description, but cooperation can also be based on an exchange of detailed technical drawings or a physical sample. In 2017, Krošlák began to implement its ambition of having its own product line and brand, thus launching the process of its transformation from a manufacturing company to a product-focused business.
One of the essential tasks of this department is calculating and defining standards; this is ensured by three employees certified by IPA Slovakia. Once the customer has approved the design, quality, seating comfort, price and delivery terms, the model is ready for production.
Technologies and Team
The portfolio of Krošlák’s research and development department includes a wide range of upholstered furniture – sofas, beds, armchairs, loungers and chairs. As well as a variety of materials, they are also experienced in using many functional elements: mechanisms for the manual or motor-driven adjustment of seats, backrests and armrests, as well as integrating, for example, USB chargers and other electronic components. They focus on products aimed at serial production, but also deal with tailor-made solutions such as upholstered elements for the interiors of yachts, restaurants and hotels.
The department’s staff consists of eight specialists with a fine-tuned spatial imagination and the ability to think in 2D and 3D, which helps them prepare technical drawings. Software is their basic work tool. When designing frames and foam, they use CAD systems and – in the case of frames – specialised software which is able to turn drawings into data for CNC machining centres. Other software includes a Lectra package for cutting fabrics and leather,
which is even able to work out the standard time for sewing a cover.
The whole prototype development process usually takes one to two months, depending on the complexity of the model itself and the number of modifications.
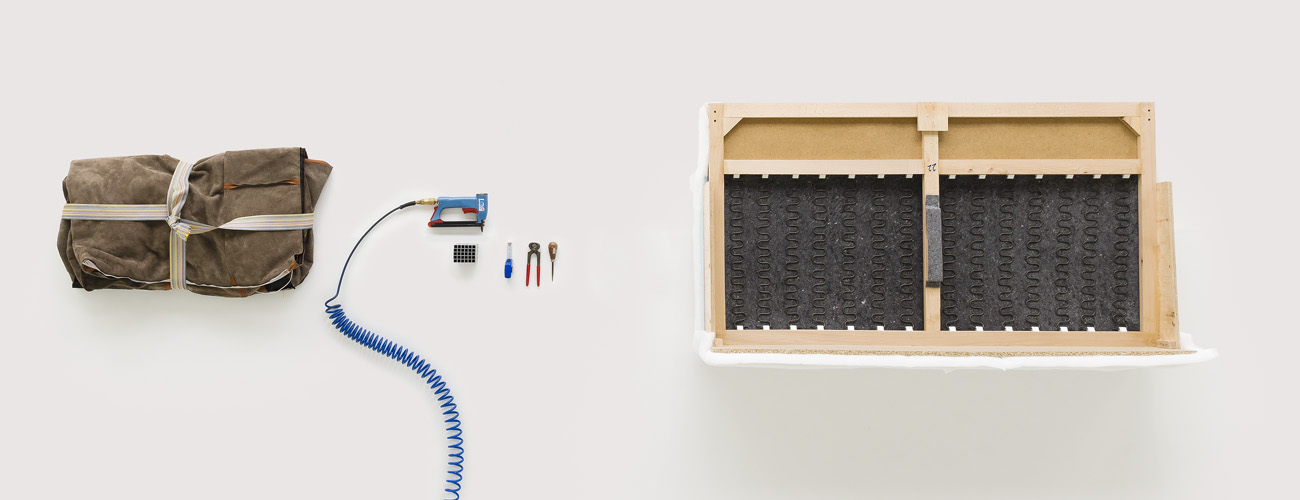
Frame preparation

Krošlák’s continuing growth is confirmed by the frame preparation department. In the past, the wooden components for the furniture produced were cut by subcontractors. Today, a new woodprocessing centre has been opened, and frames are not only assembled here, but the individual wooden components are also prepared here.
The frame is essential for a good sofa, and the new CNC machine and the cutting centre have not only speeded up and made the whole production process more efficient, but thanks to them, Krošlák is now in control of the quality of the material, its processing and its economical use.
The local know-how in the development and production of frames is based on long years of experience with models equipped with all sorts of mechanisms, where precision must be measured in millimetres. By cutting the wood internally, the company has simplified the logistics and increased its flexibility.
Technologies and Team
The greatest support in the modern frame making workshop is the new machining centre SCM Accord 20nst, which optimally meets the needs of a flexible production. It is exceptionally well suited to processing untreated wood panels and materials based on wood, as well as plastic, composites and light alloys, and can cut one to three layers depending on the material. The dimensions of the machined planks are 3,650 x 1,600, 3,650 x 2,120 and 4,250 x 2,120 mm. The machine is fully automatic with a power of 12 – 15kW and rotations of up to 24,000 rpm. It can hold 12 to 36 tools.
The department for the preparation of frames is equipped with a SCM SIGMA IMPACT P cutting centre with a cutting length of 3,800 mm, a depth of cut on a platform ranging from 1,850 to 2,200 mm and a variable cutting speed of up to 135 m/min.
The SCM SI 300 CLASS format saw is suitable for angular cutting, with a swivelling circular saw from 90° to 45°, a sliding table of 2,800 mm, a width of 360 mm and a precision of 0.05 mm along the whole length of the cut.
The Metabo TKHS 315 C universal table saw and compact stapling guns are also indispensable in the workshop.
Work on the frame ends with the insertion of plastic grips, spring rails or metal hardware ensuring the requisite functionality of the particular model.
Foam and gluing

Comfort and correct seating ergonomics are decisive when choosing sofas and beds. The sandwich foam plays a role in the above, and its composition is always tailor-made. The quality and firmness of the foam is exclusively dependent on customer preferences. They are based on the customs of the market at which the product is aimed,
and the parameters which are a priority for the end customers. The required qualities of seats, backrests and armrests are the result of using filling materials with the correct parameters, shaping and layering them, or using mattresses with Bonnell springs.
Krošlák’s workshop has experience of the most varied demands from throughout the EU and uses a wide range of materials to meet these needs.
The process in the gluing workshop ends with gluing the batting. The result, the so-called “white frame”, is then ready for upholstering.
Cover Cutting and Sewing

The cover – its material and finish – is what reveals the quality of upholstered furniture at first glance.
Customers either choose the cover material themselves, or use local and foreign suppliers with whom Krošlák cooperates. A new feature is the internal stocktaking system,
able to differentiate between different material characteristics, leading to an improved production.
Textile and synthetic leather is cut by machine, but where leather covers are concerned, the company thinks the world of manual cutting. This is carried out by experienced “cutters” who have attended several training courses focused on handling
high-quality leather and are well versed in the system for setting quality criteria based on customer preferences. he cut cover materials make their way into the sewing workshop, which was modernised in 2016. Sewing covers – in particular leather ones – requires great skill and experience; clever seamstresses are thus essential for a flawless result.
Upholstery
The production of upholstered furniture is completed in the upholstery workshop. The frames wrapped in foam and batting come together with the covers here. In this section, the greatest care is given to the precision of the work, which is mainly based on the staff’s many years of experience.
The final quality control for each product also takes place in the upholstery workshop.
This is why the whole model needs to be assembled, including the legs, motor and other functional components, as well as the upholstery of individual elements. At a first level, the finish is inspected: controllers note in particular the precision of the sewing and the regularity of the upholstery.
If everything is satisfactory from an aesthetic point of view, the function of the motors and integrated metal hardware is checked. Finally, a despatch label and documentation are allocated to each item.
The workshop team produces 1,100 furniture units per week.
Cutting and bending

The process for making metal products starts in the cutting workshop. Two initial production operations are performed here: cutting and bending. The entry material is composed of semi-finished metal products such as sheet metal, bars, tubing, wires and metal profiles with differing parameters.
Three manual, horizontal and vertical band saws are available for cutting, as well as two automatic saws and hydraulic cutters. The workshop also features equipment for burring material.
For bending material, the workshop’s team uses the HACO 3000 bar bender and press brake, which can shape metal plate and slabs. In 2013, the company added to the workshop’s equipment with the HOL 40 NC/E press brake.
Technology and tools
Cutting
Automatic saws with feeder
• max. clamp opening: 300 x 300 mm
• cutting precision: ± 0,1 mm
Manual band saws
• suitable for bars, slabs, round tubing and square tubing
Hydraulic cutter
• suitable for cutting sheet metal
• sheet metal thickness: from 0.4 mm to 6 mm
• max. sheet metal length: 3,000 mm
Metabo crosscut and mitre saw
• suitable for cutting aluminium, wood, layered panels and plastics
• saw head angle: 0° – 45°
• turntable adjustable in both directions up to 45°
Bending
HACO 3 000 hydraulic press brake
• bending and profiling sheet metal pieces
• sheet metal thickness: from 0.4 mm to 6 mm with a maximum length of 3,000 mm
• sheet metal thickness: from 8 mm to 12 mm with a maximum length of 100 mm
HOL 40 NC/E hydraulic press brake
• bending power: 40 tons
• max. sheet metal thickness: 0.4 mm – 6.0 mm
• max. sheet metal length: 1,000 mm
Multi-level tubing bender
• able to bend circular tubing and steel with a Ø of 8 – 40 mm and wall thickness of 2 mm
• min. dimension: Ø 5 mm
• able to bend square tubing with dimensions: 30 x 30 x 2 mm
• max. bending radius: 200 mm
• max. bending angle: 200°
• min. bending angle: 10°
Pressing

The feet, plinths and frames of upholstered furniture, the structures for adding foam, the tilting metal frames and other mechanisms used in sofa beds, which currently make up a substantial proportion of Krošlák’s metal production undergo several different processes in the press shop.
The cutting of sheet metal and slabs is ensured by six eccentric presses with a maximum pressure of 25 to 100 tons. Holes can be made using the technology of perforating and extrusion. Bending and straightening sheet metal, bars, circular and square tubing is naturally also possible, as well as pressing material into bent shapes.
As well as the eccentric presses, the workshop is also equipped with an injection press for making small plastic components. A riveting machine, manual milling machines, lathes, column drills and a flow drill are also used.
Technology and tools
Eccentric presses
• 3 presses with a max. pressure of 25 tons
• 2 presses with a max. pressure of 63 tons
• 1 press with a max. pressure of 100 tons
• enables cold-press operations: cutting, perforating, bending, straightening, extruding, riveting, stamping, shallow drawing
Lathes, 2 pcs
• turning components with a size of up to 200 mm
• suitable for making rivets, screws, pins; making threads (metric, Whitworth); pricking out components
• max. turning diameter of the lathe: 355 mm
Large milling machine
• table size: 300 x 1 370 mm
• max. weight of item: 250 kg
• diameter of spindle in front bearing: 75 mm
• travel: 13 degrees – lengthwise and crosswise with a speed of 14 – 900 mm/ min
• perpendicularly with a speed of 4 – 250 mm/min
Small milling machine
• table size: 600 x 250 mm
• crosswise and horizontal milling
Injection press
• suitable for making various small plastic components
Riveting machine
• enables the riveting of fixed and rotating rivets with a diameter of 4 – 12 mm
Column drills
• for drilling, boring, thread cutting
• drilling parameters: Ø 3 – 50 mm
• thread cutting parameters: Ø 4 – 10 mm
Grinding

Krošlák’s metalworking department does not make only semi-finished and finished products for the furniture industry; it also has experience producing various atypical items and structures made of iron and stainless steel. Another department which these products pass through is the grinding workshop. Here, workpieces are given their required surface quality as well as finished edges.
Grinding and polishing is carried out either manually or using machines. The workshop has galvanic grinders and an Opti BSM 150 belt grinder in which sandpaper with a grit of 40 to 1,200 can be used. In terms of kinematics, the workshop’s equipment enables rotary grinding and face grinding.
Machining processes ensured by the grinding workshop also include bending various sections and cutting to the required dimensions or riveting. This is followed by the final inspection of quality and dimensions in master jigs.
Technology and tools
Belt grinders
• 7 pieces
• grit: 36 – 2,500
• rotary grinding and face grinding
• suitable for grinding radii
Opti BSM 150 column grinder
• dimensions of grinding belt: 150 x 2,000 mm
• belt speed: 33 m/s
• adjustable belt angle: 15° – 30°
Hand-held grinders
• eccentric, angle, belt grinders for tubing, straight and surface finishing grinders
Hand-held nut riveters
• enables screws to be inserted into the rivet to join materials together
Blind rivets riveter
• enables the fixed (non-removable) connection of materials
ZOPF ZB 80/2M bending machine
• suitable for bending sections, circular tubing, square tubing, L-sections, slabs, T-sections, oval and flat oval sections
Welding

During almost three decades of its existence, Krošlák’s metalwork department has carried out various assignments. New products included in the production process require research and development in every workshop. One of the most essential stages takes place in the welding workshop. Here, two fusible materials are joined together using local melting, fusion and subsequent cooling.
The workshop’s certified staff are currently able to weld iron and stainless steel using MIG (CO2) and TIG welding. For chrome-plated items, the method of autogenous welding is used, with brass as the filler metal. A column spot welder is helpful for spot welds.
Even complicated weldments pose no problem to the experts in the workshop. Furthermore, the welding jigs made for each item guarantee the precision of their work.
Technology and tools
OERLIKON Citoline 3000T welding machines
• 9 pieces
• CO2 and MIG/MAG welding
• digital measuring tool
• 2T/4T regimes and spot welding
• possibility of switching polarities
• suitable for welding with stick electrodes (without gas)
• 2 output chokes
T220 LORCH welding machine
• TIG welding
TECNA TE 25 welding machine
• column spot welder
FLOT drill
• enables drilling and thread cutting using the FLOWDRILL method
Column drills
• 3 pieces
• enable drilling, boring and thread cutting
• drilling parameters: Ø 3 – 30 mm
• thread cutting parameters: M4 – M12
Powder coating
The surface of metal products can further be treated by powder coating, using so-called Komaxit. This is a technology where a layer of fluidic dry powder is applied to the surface. The main difference between conventional liquid paints and powder paints is that
powder paints do not require solvents. The layer of paint is applied electrostatically and is then hardened by heat. The powder can be thermoplastic or a thermosetting polymer. The final layer is harder than in the case of ordinary paints. It provides protection against corrosion as well as giving an aesthetic appearance.
Four trained employees apply the layer of powder coating manually, and thus guarantee that the product surfaces are impeccable. The workshop is equipped with three powder coating cabins. Three furnaces allow products with maximum dimensions of 1,200 x 800 x 3,000 mm to be fired.
Technology and tools
Powder coating cabins
• 3 independent ventilation units
• max. size of powder-coating products: 1 150 x 750 x 3 000 mm
• possibility of choosing a colour using the RAL chart, or according to the customer’s choice in the case of long-term contracts
Firing furnaces
• 3 independent chambers
• max. dimensions of fired products: 1 200 x 800 x 3 000 mm
• fired at a temperature of: 180 – 200 °C
Coldfoaming

High-pressure injection foam technology is a flexible alternative to cut foam, enabling the production of components in complicated shapes with differing parameters.
The process is based on injecting a mixture of isocyanate and polyol into closed or open moulds. Once cooled, the foam component can be worked with immediately. This technology is best adapted to high efficiency serial production.
Its advantage is that it produces an exact component, thus avoiding the processes associated with cutting or gluing large blocks of PUR foam. This speeds up production and eliminates waste. In addition, the comfort and overall properties of injected foam are more consistent than those of cut foam. Using this technology, even more delicate components can achieve a high level of comfort.
The Krošlák workshop has a long tradition of producing internal structures for injection foam components, using various materials and components such as metal, serpentine springs, wood or webbing. Until recently, these structural elements used to travel to western Europe for further processing, but thanks to our new technology, Krošlák can now also supply sofa structures complete with injection foam. And we can upholster them, too, naturally. We are thus able to cover the whole production process and offer our partners a complete product.
Technology and tools
Hennecke Highline
- high-pressure metering machine with a ratio of A:B = 1:1 (650:650cm3/s) and an MT mixhead for producing foam components for furniture
- vynikajúca kvalita miešania vďaka vysoko účinnej technológii miešacej hlavy a vstrekovača a prvotriednej technológii čerpadiel od svetového lídra na trhu
- excellent mixing quality thanks to the highly efficient mixhead and injector technology, and first-class pump technology from the global market leader
- high metering accuracy, adherence to formulations and compliance with desired part weights
- total output: 1 300cm3/s
- work tanks with a volume of 60 and 250 litres
Packaging and dispatch

Production and dispatch at Krošlák works to a weekly pattern. The loading of goods into the twenty lorries despatched weekly takes place on platforms monitored by CCTV, thus ensuring the correct loading of goods and any further control. The majority of customers organise their pickup themselves, but Krošlák’s logistics department is also available.
Staff load and organise goods following instructions given in advance, which ensure simple unloading at their destinations. Combined lorries can also be loaded, already containing products from other manufacturers.
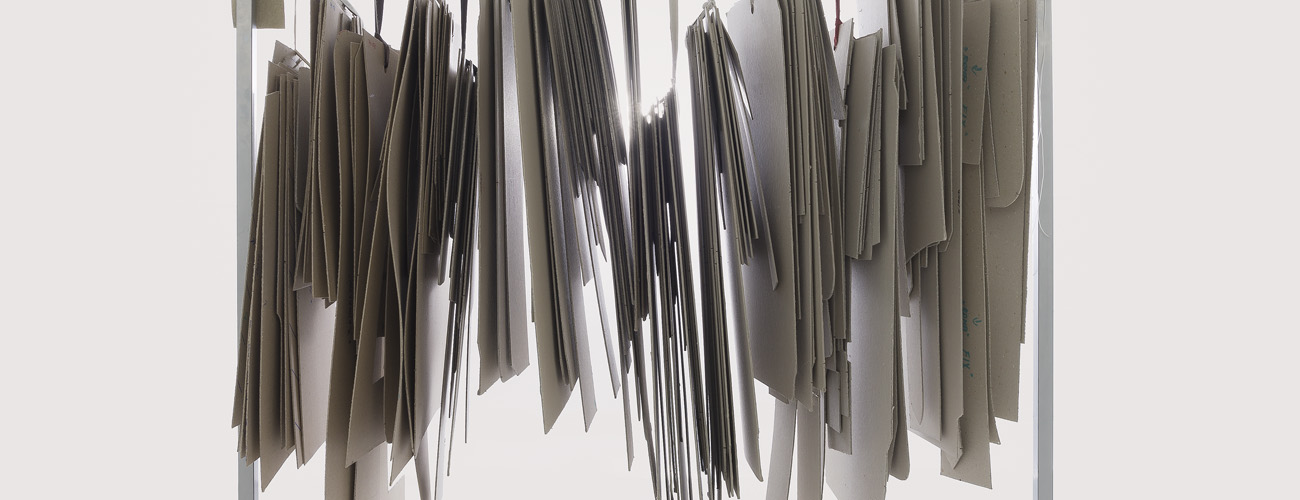
Damage to the products during transport and handling is prevented by the packaging,
whose technique is the result of 25 years of development and experience in Krošlák. Various materials are used; depending on the type of sofa, it is corrugated cardboard, thin film and a thick outer film. In the case of leather sofas, bubble wrap is also used. Stainless steel and chrome parts are wrapped in polyethylene foam and for premium products, packaging in a thick cardboard box is also possible.
Vision

Krošlák’s metalworking department uses its capacities in a flexible manner and is ready to meet varying customer requirements and visions. It concentrates on locksmithing work, producing semifinished products and finished metal components, mainly – but not exclusively – for the furniture industry. Via its long-term partners, it can also supply technologies such as galvanizing, chromeplating, laser cutting, CNC milling and turning.
Neprekladať do angličtiny ani nemčiny – len do arabčiny
A nonnegligible share of its production lies in metal elements supplied in-house for the Kroslak home brand.
Krošlák is an ideal partner for long-term cooperation, where high-quality product finishes and an ideal geographical location in Central Europe can be valued.
The commercial department will continue to focus on contracts for atypical products and semi-finished goods in medium-sized production runs. One of its ambitions and its closest objective is to build up its renown as a supplier of metalwork structures for buildings and commercial interiors.
Cooperation with designers
Sometimes ready-made solutions from catalogs are not enough. That is why, in cooperation with partner architectural studios, we provide tailor-made interior design. We take responsibility for your project from the initial consultation and sketches to the actual implementation and installation on site. Our clients are hotels, restaurants, bars, office space and only the sky is our limit.

Tailor-made according to your ideas
More than 30 years of experience, our technology and a team of experts in this industry allow us to produce any piece of wooden, metal and upholstered furniture. We solve orders tailored to individuals, but we also provide extensive experience with larger projects such as exhibitions of exhibition stalls or hotels with a size of about 50 rooms. We also participated in implementing our very own solutions for cafes and bars with original interior design. For demanding clients requiring their solutions, we have always found the result without any compromise.
Cooperation stages
References
Interior solutions for hotels
Individualized tailor-made orders for small and medium-sized hotels with a size of up to about 50 rooms. Any piece of wooden, metal and upholstered furniture always finds the most suitable spot thanks to our cooperation with partner architectural studios.
I am interested
Solutions for bars and restaurants
Restaurants or design bars to stress out their unique character deserve a custom-made interior. In cooperation with architectural studios, we emphasize the aesthetics and the functionality of the spaces used.
I am interested




